

סתימה בדיזה/NOZZLE אחד הבעיות הנפוצות ביותר וכן אחת הבעיות המתסכלות ביותר, לאחר שתקראו מדריך זה אני מקווה שיותר לא יהיו לכם סתימות ואם כן לפחות תדעו מה הגורם ותוכלו לתקן אותם במהירות
5 טיפים למנוע סתימות במדפסת תלת מימד
****מאמר זה עדיין בכתיבה***
לא רק פתרונות אלא הסברים מעמיקים שתבינו כל דבר מה הסיבה שנגרמת הסתימה ההגיון שעומד מאחרי כל טיפ,
בעיית סתימה היא אולי הכי מתסכלת שיש וזאת כי יש מגוון רחב של סיבות שיכולות לגרום לסתימה במדפסת התלת מימד שלכם ולעיתים יכול לקחת ימים עד איתור הבעיה ופתרונה, לכן לקחתי על עצמי אתגר לחקור את הנושא לעומק וב3 ימים האחרונים קראתי מאמרים, צפיתי בסרטוני הדרכה של יוטיוברים מובילים בעולם, והחלטתי להכין לכם את כל המידע בצורה הכי נוחה ומסודרת שגם אתם תוכלו להינות מהדפסות קלות וחלקות, לצערי הרב גם אצלי ישנן סתימות מדי פעם ואף מסיבות פחות מצויות, וגם באלו אגע לאחר ציון ה5 הפופולאריות
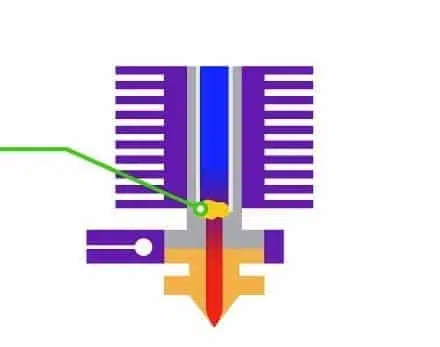
ezgif.com-webp-to-jpg (4).jpg

אז….לעבודה
1- כיול גובה משטח – אולי חשבתם שכיול גובה המשטח ביחס לדיזה נועד להדפסה מדוייקת או להדביק את החומר למשטח ואולי שמתם לב שברגע שהדיזה מאוד קרובה למשטח אז החומר נדבק טוב יותר, זה נכון…אבל זה אחד הגורמים הפופאלריים לסתימות, חומר טוב ומשטח נקי לא צריך שהדיזה תהיה צמודה למשטח בכדי שזה ידבק אלאבדיוק כמו בהמלצות הגובה הרצוי הוא 0.1 מ”מ מרחק מהדיזה למשטח, ואם זה לא נדבק אל תתפטו לקרב את הדיזה יותר למשטח העבודה, כי זה יגרום לכם לסתימות (הסבר למה בהמשך) חפשו את הגורם לכך שהחומר לא נדבק למשטח.כאן עשיתי מדריך שמסביר איך לא צריך שום חומר הדבקה והחומר נדבק מצויין למשטח מראה
למה דיזה/Nozzle שקוב מידיי למשטח יוצר סתימות? מפני שהאקסטרודר שאחראי על דחיפת הפילמנט לכיוון ראש ההדפסה מכוייל בכדי להוצאי X כמות חומר למילימטר, וברגע שהדיזה קרובה מידיי למשטח הוא לא מצליח ומסתובב במקום וטוחן את הפילמנט הגלגל שיניים מתמלא בשבבי פילמנט והופך לא יעיל ובמקביל החומר לא יוצא מהדיזה נמס ונדבק לדפנות פנימיות של הצינורית והדיזה
2- טמפרטורה נכונה לחומר- טמפרטורה גבוהה יוצרת מצב שהחומר מתנהג כמו גומי בחלק התחתון ובעת במשיכה לאחור (ריטקשיין) הוא לא נמשך אלא נמתח ובדחיפה חזרה הוא מתכווץ ולא נדחף ולמעשה נוצרת התנהגות של קפיץ/או גומי ולא משיכה ודחיפה וכך הפילמנט לא יוצא מהדיזה.
בעיה נוספת שיכולה להגרם מחום גבוהה מידיי – החום עולה מעלה מעלה לאיזור בו נמצא הצינור המתכתי “הצוואר” ומרכך את הצינורית היא מתרככת ומתרחבת ואז נדחס אליה חומר ויוצר מעיין עמוד קטן הרחב יותר מ1.75 והוא מונע דחיפה לכיוון הדיזה, ונדבק לדפנות הצינורית
איך תדעו אם זאת הבעיה? אם אתם נתקלים במצב שבו המדפסת מדפיסה ורק לאחר זמן מה חצי שעה שעה נוצרת סתימה זאת הבעיה ככול הנראה המלצה במקרה כזה היא להתחיל את ההדפסה בטמפרטורה הרצויה 4-5 שכבות ראשונות (ניתן להגדיר זאת בתוכנה של הסלייסר (התוכנה שיוצרת את ה Gcode) ולאחר ה 4-5 שכבות ראשונות שהטמפרטורה תרד למינימום המומלץ באותו חומר לדוגמה ב PLA זה יהיה בערך 190, זה אינו פתרון מוחלט אבל זה עוזר כחלק מדברים נוספים.
/ אין קירור מספיק לצינורית
3- התאמה של הצינורית למבנה של הצוואר לחדד שיכנס פנימה ולא ישב בצורה ישרה
4- אורך ומהירות ריטקשין – ריטקשיין נועד לבטל את החוטים הדקים שנוצרים במעבר של הדיזה ממקום למקום, אך אם הוא מוגדר מהיר וארוך אז במקום שהחוט הנימה ימשך הוא נמתח וחוזר כמו קפיץ, הפתרון למצב זה הוא הגדרה של רטקשין ל PLA 10 מילימטר אורך על 10 מ”מ מהירות, יתכן שעדיין יהיה לכם מעט חוטים אך זה עדיף על פני סתימות חוזרות
5- פילטר ניקוי והחלקה – ישנם ברשת פילטרים רבים אני ממליץ על פילטר פשוט זה – מכניסים ספוג קטן שספג שמן זית או שמן מכונות כל שהו ומעבירים דרכו את הנימה הדבר יגרום להחלקה קלה של חוט הנימה אל הראש
6- אם עדיין יש בעיות מומלץ לשדרג למאוורר חזק יותר.גדול יותר..
איך לשחרר סתימה במדפסת אנדר 3
2- איך לשחרר סתימה בender 3 pro
מה עושים אם כבר יש סתימה?
מדריך כיצד לשחרר סתימה מבלי לפתוח כלל את הדיזה – ע”י נימה פילמנט
בהצלחה
